Производство нестандартных металлоконструкций из нержавеющей стали и оборудования из нержавейки на заказ
Бухгалтерско-договорной отдел:
Потёмкина Ирина
тел. +7 (495) 229 30 01
моб.+7 (916) 018 94 67
email: irina-st22@yandex.ru
Конструкторский отдел:
Корнев Евгений
моб. +7 (916) 316 06 96
email: e-kor1@yandex.ru
 Исполнительское мастерство, точность конструктора в передаче архитектурного замысла, тщательность каждой детали – это девиз фирмы "СТЭЙТ-АРТ"
Исполнительское мастерство, точность конструктора в передаче архитектурного замысла, тщательность каждой детали – это девиз фирмы "СТЭЙТ-АРТ"
Сотрудники нашей фирмы уже более 14 лет работают в области производства изделий и оборудования из нержавеющей стали на заказ. Мы начинали с производства нестандартных изделий из металла, эксклюзивных конструкций, рекламы, выставочных стендов, светопрозрачных навесов на основе поликарбонатных пластиков.
Сейчас цех металлообработки ООО "Стэйт-Арт" находится в помещении института проблем механики Академии наук, поэтому мы используем традиционные технологии этого института в сочетании с самыми новыми западными технологиями. Это позволяет нам выпускать уникальную продукцию соответствующею европейским требованиям. Мы осуществляем изготовление разных предметов мебели и интерьера, производим металлоконструкции и оборудование из нержавейки под заказ.
Наше производство из нержавейки в Москве оснащено:
- гильотинной рубкой (для рубки листа 0,8 - 2,5 мм длиной до 3-х метров)
- листогибочным станком (для гибки листа толщ. 0,8 - 2 мм длиной до 3-х метров)
- трубогибочным станком (для проката трубы прямоугольного и круглого сечения)
- фрезерным станком
- шлифовальным станком (для шлифовки труб круглого и прямоугольного сечения, сложного соединения труб разного диаметра под углом)
- токарно-фрезерным оборудованием (для производства токарных изделий из нержавеющей и ч/м стали)
- станком для вальцовки листового материала
На нашем производстве из нержавеющей стали мы выполняем следующие виды работ:
- рубка
- фигурная резка
- гибка
- вальцовка по радиусу листа
- резка
- шлифовка
- аргонно-дуговая сварка профиля из нержавеющей стали
- токарные и фрезерные работы
- лазерную резку металла
- полную перфорацию листов
- обработку пластика, стекла, дерева
Изготовление из нержавеющей стали:
У нас Вы можете заказать как комплекс работ, так и отдельные операции.
Производство нестандартных изделий из металла требует достаточно большого опыта и специализации. Легкие декоративные металлоконструкции требуют такого же тщательного подхода, как и изготовление тяжелой металлоконструкции из нержавеющей стали.

наш цех

мебель

лестницы и ограждения

колонны

фермы и каркасы
.jpg)
навесы

торговое оборудование

барные стойки

входы и двери

детали

декоративное крепление
листы с перфорацией
СТАТЬЯ 1.
"Бассейн" частный проект. Изготовление нестандартных металлоконструкций Москва

Руководитель – Бальвинский Олег
По размаху использования декоративного металла, и по сложности задачи этот проект просто уникален.
Архитектор создал незабываемый образ, действительно запоминающийся интерьер, состоящий из натурального тикового дерева на полу и потолке, так же тик используется в деталях,
фермах и дверях дополненных элементами из нержавеющей стали.
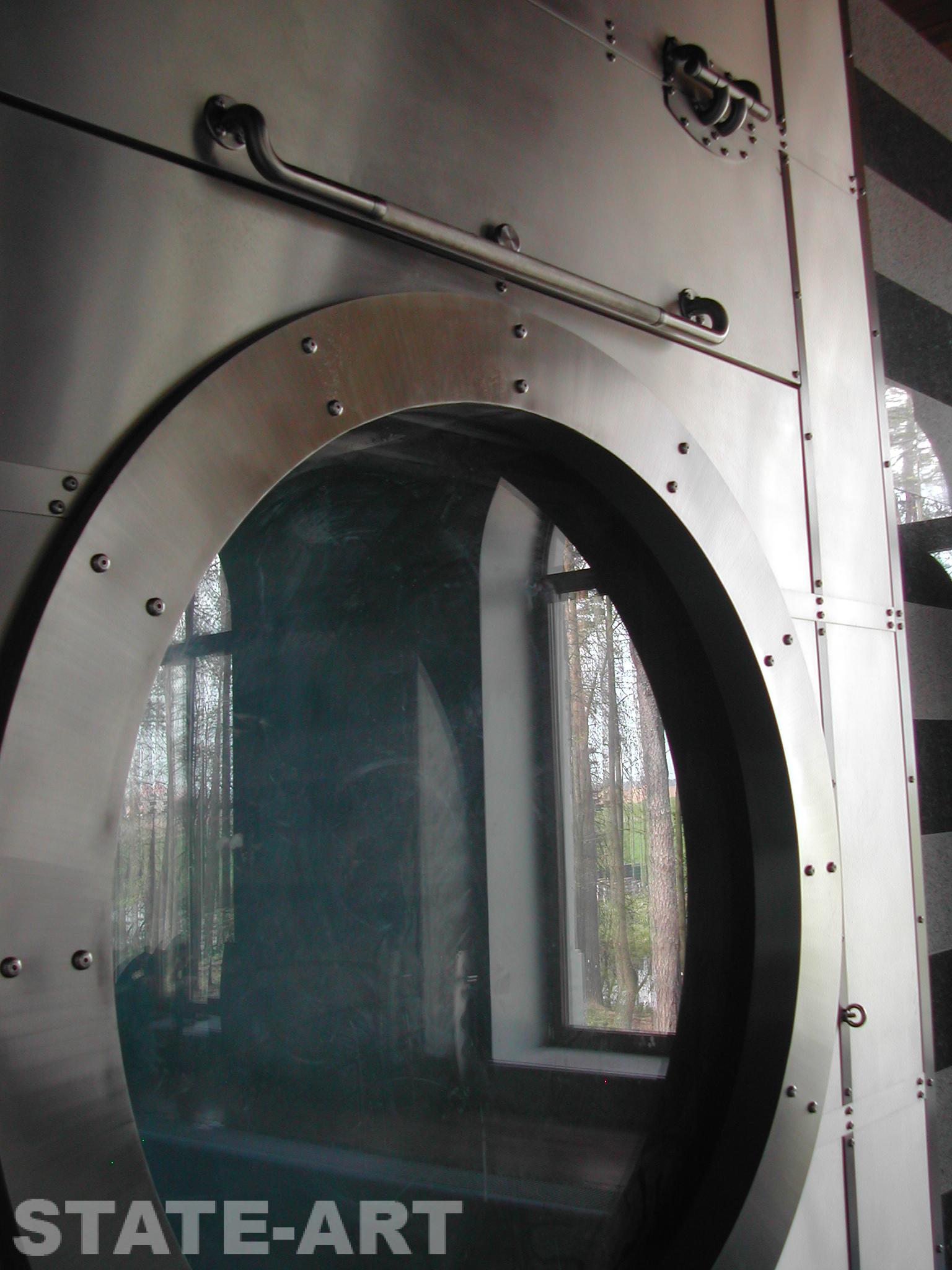
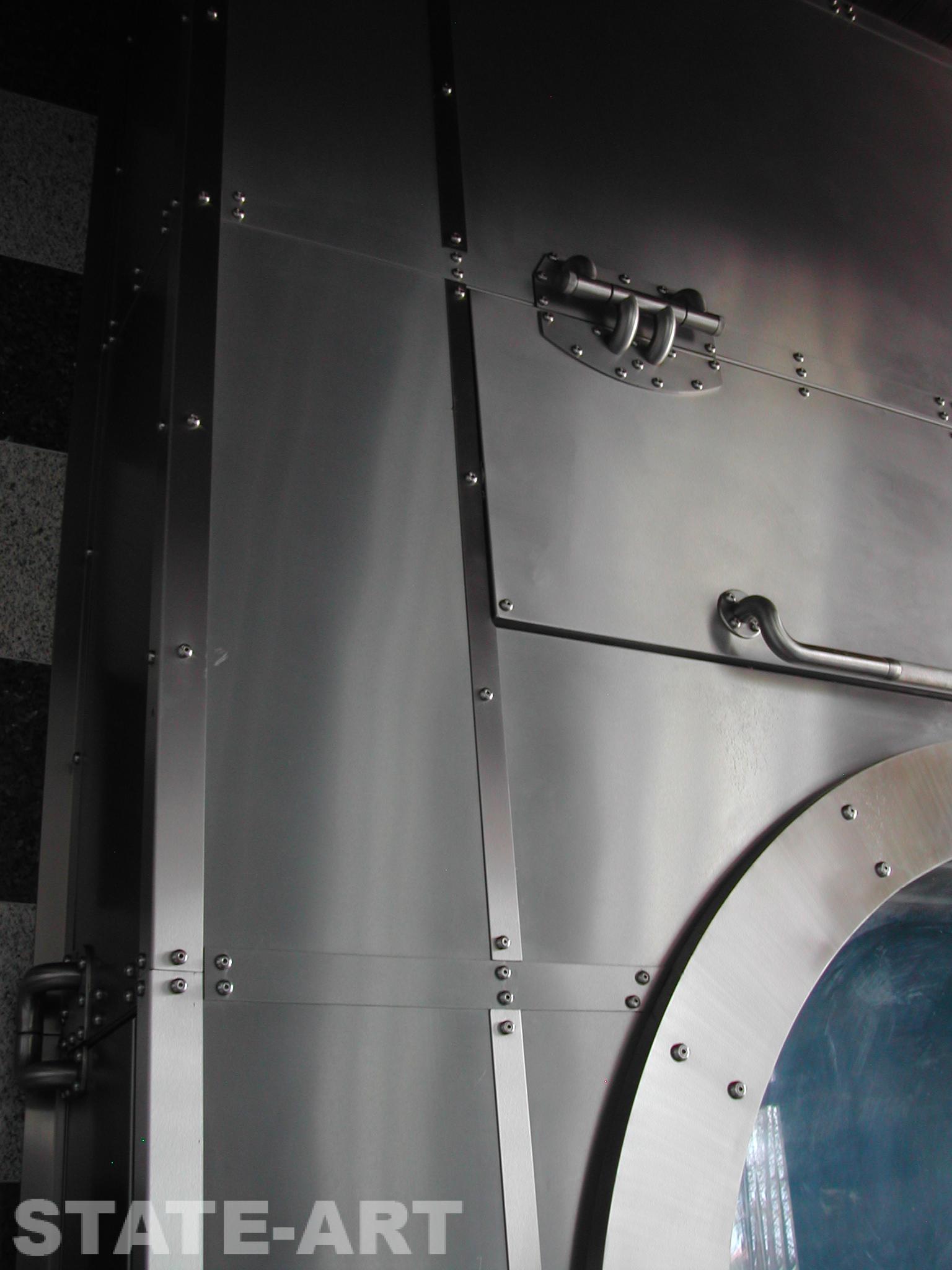
Аквариум - изготовление из нержавеющей стали

Наиболее уникальная часть проекта - аквариум.
Мы получили следующие задание на производство:
- Сохранить общий стиль в конструкциях обшивок.
- Обеспечить возможность замены чаши аквариума без демонтажа обшивок.
- Обеспечить доступ к коммуникациям обеспечения и обслуживания аквариума.
Петли и ручки изготовлены индивидуально для данной конструкции. Петлевые оси собраны на шарикоподшипниках.

Дверки доступа откидываются вверх и фиксируются в открытом положении тросом и карабином, тоже из нержавеющей стали.
Воздухозаборники

Имея диаметр 400мм и высоту около 2,5м, конструкция имеет только эстетическое назначение.
Конструкция защищена от опрокидывания.
При изготовлении фланцев использовалась лазерная резка металла.
Колонна изготовлена по новой композитной технологии, позволяющей вести механическую обработку торца станочным способом.
На стандартные радиаторы отопления - металлоконструкции из нержавеющей стали

В данном случае радиатор закреплен на стене и находится внутри короба.
Короб имеет воздушный приток по бокам и снизу, сверху воздух выходит через перфорированную поверхность.
Ручки по торцам короба позволяют поднять его целиком и снять его с посадочных крючков, чтобы иметь полный доступ к радиатору. Обратным действием короб устанавливается на место.
Обшивка конусных колонн

Использование черного резинового уплотнителя в примыкании колонны к стене дало визуальный эффект «присоски» и водной герметичности, особенно уместной в бассейне.
Вентиляционный короб
 исходные требования
исходные требования
Полый внутри, поскольку внутренний объем отдан системе вентиляции.
Визуально геометрически безукоризненный по форме и состоянию обшивки.
Тонкостенный и легкий в габаритах 20,0х3,2х1,5 м.
Сборно-разборный.
Доступ вовнутрь через стационарные дверцы-лючки.
Имеет места присоединения рукавов приточно-вытяжной вентиляции.
Содержит подготовленные места для навески и фиксации деревянных ферм.
Экраны на радиаторы отопления

Изготовлены из нержавеющей профильной трубы и шлифованного перфорированного нержавеющего листа.
Рама и средняя секция закреплены на стене стационарно (с возможностью быстрой замены).
Боковые секции сдвигаются в центр для обслуживания радиаторов, для удобства встроены утапливаемые ручки.
Шкаф и банкетка

Общий стиль сохраняется и в кулуарах – в раздевалке.
Шкаф имеет два двухдверных отделения и два выдвижных ящика для полотенец.
Банкетка имеет откидной тиковый верх и дополнительную емкость хранения из перфорированного металла – для гигиены и вентиляции.

Статья 2.
Технологические процессы получения декоративной финишной поверхности
В производстве нержавеющих конструкций широко применяется электронно дуговая сварка в атмосфере инертного газа аргон. Сварной шов состоит из оплавленных кромок соединяемых деталей. Часто в зону плавления подается проволока специальной марки, которая также плавится и усиливает шов.
На поверхности шва и в прилегающей к нему зоне на поверхности металла образуется слой окислов, поверхность приобретает темно-фиолетовые цвета побежалости. В нагруженных и ответственных конструкциях слой окислов удаляется химическим или механическим способом, до появления неокисленной поверхности. Сам шов в своем объеме остается нетронутым, поскольку он обеспечивает требуемый запас механической прочности.
В декоративных ненагруженных конструкциях запас механической прочности шва не нужен. Поэтому, как правило, выступающий над поверхностью уровень шва сошлифовывается механически. В массовом производстве это делается станочными автоматами. В штучном производстве, в конструкциях под заказ - шлифовка швов осуществляется специальным ручным электроинструментом. Ручная обработка шва производится в несколько этапов, в направлении от грубых абразивов постепенно к финишной тонкой шлифовке или полировке поверхности.
После зачистки шва, шлифовке или полировке, зачищенное место будет отличаться от состояния нетронутой поверхности примыкающих деталей. Свеже обработанная поверхность будет контрастировать и по блеску (в случае полировки), и по следам механической обработки (разная мелкость шлифовки, направленность рисок шлифовки).
Для декоративных изделий, требуется убрать такой контраст, чтобы поверхность металла смотрелась однородно и изделие имело законченный вид. Единственный способ достичь желаемого, это продолжить последнюю финишную механическую обработку на всю поверхность изделия. Т.е. целиком переполировать, или целиком перешлифовать все видимые поверхности конструкции.
Что касается ценообразования, то оно отталкивается от трудоемкости обработки поверхности. При сравнении декоративного изделия и такого-же, но без требований по качеству обработки поверхности и швов, себестоимость будет отличаться в разы. Соответственно, отпускная цена также будет резко различаться, по объективным причинам.
 Конструкции из нержавеющей стали
Конструкции из нержавеющей стали